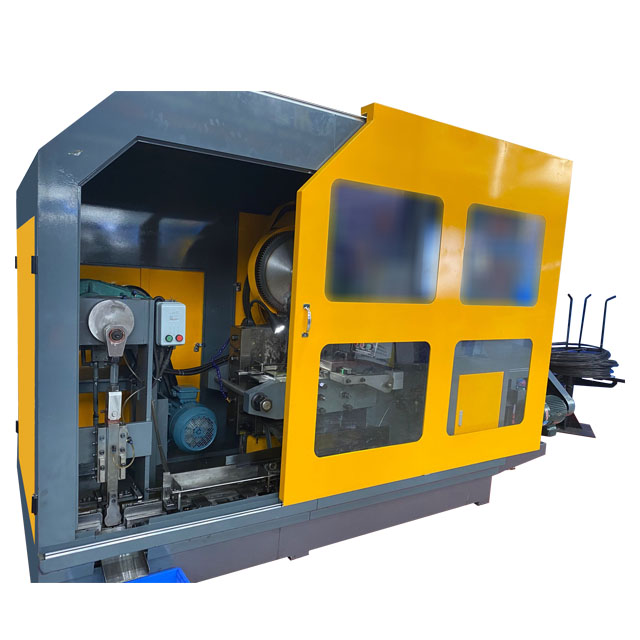



Ronen®-k, fabrikatzaileak, 4 Die 4 Blow Bolt Makina automatikoa ekoizten du, torlojuen hutsuneak osatzen dituena lau molde-urratsen eta lau forjatze-prozesuren bidez: alanbre-mozketa, iraulketa, burua konformatzea, azken mozketa. Operadoreek noizean behin irteerako egiaztapenak baino ez dituzte behar, etengabeko zaintzarik ez.
4 Die 4 Blow Bolt Makina automatikoak lau molde-multzo eta ondoz ondoko lau estanpazio-prozesu erabiltzen ditu metalezko alanbre automatikoki torloju hutsetan bihurtzeko. Ekoizpen prozesuan, ez da langilerik behar esku hartzeko. Makinek beren kabuz osatuko dute prozesu osoa.
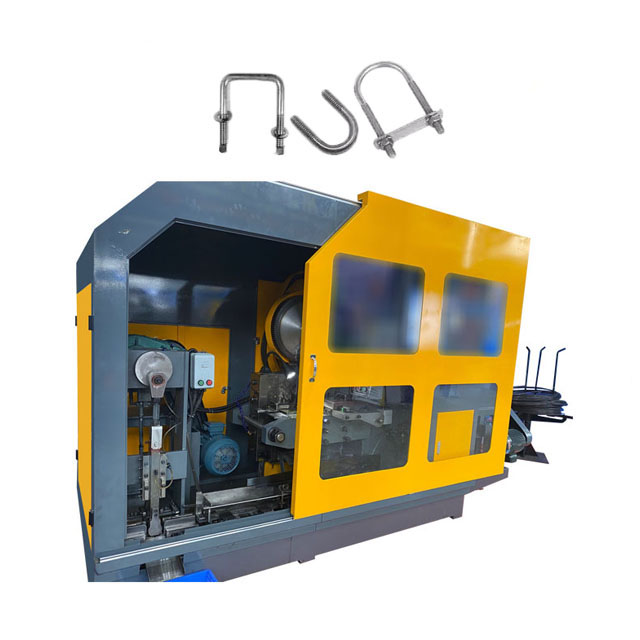
Torlojuak egiteko makinak lau urratsetan prozesatzen du metalezko alanbrea torlojuetan. Metalezko alanbrearen zati bat mozten du eta ondoren lau estaziotan elikatzen du. Geltoki bakoitzean, puntzoiak metalezko alanbrea sakatuko du torlojuaren zati desberdinak osatzeko, hala nola torlojuaren burua edo torlojuaren punta. Azkenean, amaitutako torloju bat sortzen da.
Jarri altzairuzko alanbre bobina bat 4 Die 4 Blow Bolt Makina automatikoan. Prozesatu bitartean, makinak lehenik altzairuzko alanbrea zuzentzen du, ondoren aurrez ezarritako luzeretan mozten du eta, azkenik, etengabeko prozesamenduaren bidez moldatzen du, amaitutako torlojuak egiteko. Prozesu automatizatu hau torloju kopuru handi bat eraginkortasunez ekoizteko diseinatuta dago. Prozesu honek hainbat urrats bereizi zirenak makina bakarrean etengabeko eragiketa batean konbinatzen ditu.
Torlojuak egiteko makinak zuzenean elikatuko du materiala. Lehenengo trokelak haria mozten du eta buruaren hasierako forma osatzen du. Bigarren trokak argiago moldatzen du burua (esaterako, buru hexagonal baten ertzak). Hirugarren trokelak hagaxka zatia prozesatzen du (urrats sinpleak edo diametroa murriztea). Laugarren trokelak burua eta haga zatia amaitzen ditu, eta, azkenik, amaitutako hutsunea automatikoki bidaltzen da.
| Eredua | Unitatea | DBF-64S | DBF-64SL |
DBF-84S |
DBF-104S |
DBF-104L |
DBF-134L |
DBF-134L |
| Forja estazioa | EZ. | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Forjatzeko indarra | Kgf | 35.000 | 40.000 | 60.000 | 80.000 | 80.000 | 120.000 | 120.000 |
| Gehienezko mozketa-dia. | mm | F8 | F8 |
Φ10 |
F12 |
F12 |
F15 |
F15 |
| Gehienezko mozketaren luzera | mm | 80 | 105 | 115 | 135 | 185 | 190 | 265 |
| Irteera-tasa | pz/min | 140-210 | 130-200 | 120-180 | 90-140 | 80-130 | 75-110 | 50-80 |
| P.K.O.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 40 | 40 |
| K.O.Trazua | mm | 70 | 90 | 92 | 118 | 160 | 175 | 225 |
| Ahari trazu nagusia | mm | 110 | 136 | 160 | 190 | 262 | 270 | 380 |
| Motor nagusiaren potentzia | Kw | 15 | 15 | 22 | 30 | 30 | 37 | 37 |
| Orokorrean dims.of moztutako troquela | mm | Φ30*45L | Φ30*45L |
Φ50*50L |
Φ45*59L |
Φ45*59L |
Φ63*69L |
Φ63*69L |
| Orokorrean dims.of punch die | mm | Φ40 * 90L |
Φ40 * 90L |
Φ45*125L |
Φ53*115L |
Φ53*115L |
Φ60 * 130L |
Φ60*229L |
| Orokorreko dims.die nagusiaren | mm | Φ50*85L |
Φ50*110L |
Φ60 * 130L |
Φ75*135L |
Φ75*185L |
Φ86*190L |
Φ86*305L |
| Die zelaia | mm | 60 | 60 | 70 | 90 | 94 | 110 | 110 |
| Gutxi gorabehera.pisua | Tona | 8 | 10 | 14 | 18 | 21 | 28 | 33 |
| Aplikatzeko torlojuaren diametroa | mm | 3-6 | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
| Hutsaren luzera | mm | 10-65 | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 |
| Orokorrean iluntzen da. | mm | 5300*3000*2300 | 5500*3100*2300 | 6500*3200*2500 | 7400*3500*2800 | 9000*3500*2900 | 10000*3800*2900 | 11000*3800*3000 |
4 Die 4 Blow Bolt Makina automatikoaren salmenta puntua "guztiz automatikoa + lau molde eraketa" da. Oso eraginkorra da eta eskulana aurrezten du. Prozesuaren efektuen ikuspuntutik, lau moldeko lau kolpeko prozesuak bi moldeko bi kolpeko prozesuak baino zehaztasun handiagoko produktuak sor ditzake moldaketa kontrol zehatzagoaren bidez. Buru biribileko torlojuaren buruaren arku-trantsizioa uniformea eta etengabea da desbideratze nabaririk gabe; buru hexagonaleko torlojuaren egitura hexagonala ondo simetrikoa da, eta alde bakoitzaren dimentsio-errorea kontrolagarria da. Ez dago gero artezteko beharrik, eta hondakin-tasa txikiagoa da.